手 机:13702543696 18138376312
邮 箱:897561953@qq.com
地 址:广东佛山南海区罗村联合工业园西区三路1号
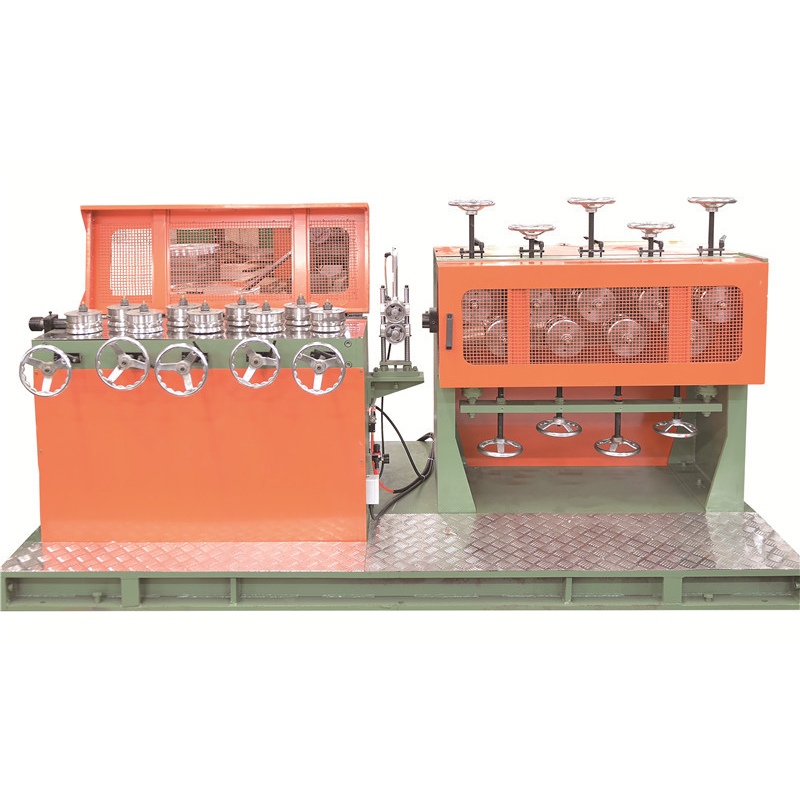
冷轧机轧制过程中,带坯在冷却区和轧制区内为液态,轧辊不承受轧制力,进入轧区后,轧辊受力后开始变形。只要能控制轧制区长度,即可控制轧制力,控制轧辊变形程度,从而有效的控制板坯的横向厚差。
冷轧机的轧制力是有轧制材料厚度波动、轧件性能波动、轧制速度变化、润滑条件改变以及张力波动决定,缺一不可。当轧机的轧制力增大时,轧板对于轧辊的反作用力也增大。其结果表现在三大不同的方面,一是机架的弹性变形增大;二是轧辊发生弹性变形;三是引起轧辊的挠度增大。

这几种因素综合,增大轧板的凸度,但因辊缝不变,改变铸轧区不能改变两端压力,故同板差不变。所以凡使轧制力增大的因素都使中凸度有所增大。冷轧机在轧制材料上,是有具体要求的,因为其一般是对2—5mm厚的热轧板卷进行轧制,使其厚度变成0.3—2mm。在材料宽度上,也是有对应范围的,而不是说所有宽度的材料都可以,具体范围为800—1500mm。
为了防止轧制油进入冷轧机,一方面可以增加防溅板,以防轧制油在辊颈处飞溅,同时清理支承辊;另一方面可以增加吹扫装置,主要吹扫板面边部,合理调节气量,达到控制;或者是增加挡油帘和真空抽吸装置,挡油帘防止轧制油通过辊缝进入,真空抽吸将板下面的油雾抽走,从而大大减少板表面的残油量。


 13702543696
13702543696